收藏此帖
收藏此帖| 会员注册 | 二级域名申请 | 我能做什么? | 网站说明书 | 协议书下载 | 广告预定 | 企业邮局 | 标准库 | 关于我们 |
|
| 技术交流首页 | 登录 | 用户注册 | 今日新帖 | 搜索 | 我的收藏夹 | 插件: 万年历 | 杭州公交线路查询 |
| 您当前的位置: 气体分离设备商务网 → 技术交流 --> 空气分离基础知识系列专题讲座 --> 帖子:“第六节 空气分离的几种主要技术” |
| 收藏此帖 |
| 帖子主题:第六节 空气分离的几种主要技术 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
第六节 空气分离的几种主要技术 1.6.1 变压吸附(PSA)空气分离技术 自世界上第一套变压吸附制氧设备用于废水处理出现来,PSA工艺得到了迅猛的发展,相继用于提取氢气、氦气、氩气、甲烷、氧气、二氧化碳、氮气、干燥空气等应用中。与此同时,各种吸附剂品种和性能也得到显著的提高。随着吸附剂性能和品种不断提高,新的纯化分离技术被用于优化的吸附工艺。变压吸附制氧工艺经历了超大气压常压解吸流程到穿透大气压真空解吸流程。吸附床数量也有数床转化到双床直至单床。使流程更实用经济。 1.变压吸附工艺一般包括以下四个步骤: (1)原料空气通过吸附床的入口端,在高吸附压力下选择吸附氮气(根据生产气而定),而未被吸附的产品(氧)从吸附床的另一端释放出来。 (2)吸附床泄压到较低的解吸压力,解吸出来的氮气从吸附床的进料端排出。 (3)通过引入吹除气进一步解吸被吸附的氮气。 (4)吸附床重新增压到较高的吸附压力。 在一个周期内按照上述顺序重复操作并随后按需补入原料气即可继续得到产品气。 2.VPSA双床制氧工艺过程简介, 双床VPSA制氧工艺流程简图1-12所示。系统包括一台空气增压机,内装高效吸附能力的合成氟石分子筛,切换阀门一套,真空泵一台,富氧缓冲罐一台以及计算机控制系统。该装置在一个循环周期内大致经历(1)吸附床以某一中间压力增压到高的吸附压力。(2)在较高吸附压力条件下,从吸附床进料端引入原料空气并从吸附床出口端流出很少被吸附的富氧产品气。(3)顺放(或均压)用吸附床产品端释放出来的气体对系统中的另一初始压力较低的吸附床充压至某一中间压力。(4)逆流泄压到较低的解吸压力,吸附床内废气从原料进口端释放出来。(5)接着,吸附床被均压到前面所说的某一中间压力,均压气流经吸附床产品端,它来于系统中另一初始压力较高的吸附床。
1进口过滤器 2空气压气机3冷却器4真空泵5、6吸附床7储气罐 8备用液态氧9氧压机10负载跟踪装置11计算机控制和分析装置12远程控制中心 图1-12双床流程简图 此外,在每只吸附床的相同部位对床层内温度进行监测,以便跟踪每个床内的温度曲线。根据吸附床内变化的温度曲线来调节非平衡系统中每个吸附床的气量。将吸附床内温度波动范围限定在系统正常平稳工作状态下的温度波动范围内,从而提高变压吸附设备性能。 3. 国外PSA空气分离技术装置的发展趋势, 1960年美国C.W.Skarsuvm首先获得了PSA分子筛制氧的专利权,接着英、德、日等国相继进行了大量的试验研究工作。1970年美国UCC公司(联碳公司)首先实现了工业化,并且在PSA技术的开发及应用方面长期处于领先位置。PSA分离技术得到了迅速发展。主要表现在(1)装置逐年增长,(2)能耗逐年下降,(3)规模向大型化发展。 八十年代PSA空分装置以中、小型为主产量从的医用0.1Nm3/h制氧装置到工业用产量为1500Nm3/h的制氧装置。进入九十年代,日本三菱重工制成世界上最大的PSA制氧装置,其产量为8650Nm3/h。 近年来PSA技术在我国发展也很迅速,国内已有多家单位生产的PSA氮气纯度达到99.99%,如果加上后节处理其纯度可达99.999%以上。制氧的PSA技术其氧气纯度也可达到93%。 由于PSA空分,结构简单,操作、维护方便,成本低未来发展前景看好。 1.6.2 空气膜分离技术 膜分离技术是八十年代国外新兴的高科技技术,属高分子材料科学,虽然起步较晚但发展迅速。国内的开发和应用技术也在迅速的发展。例如用于水处理的水膜己经在污水处理、海水淡化、纯净水提取等领域广泛应用;用于空气分离的气膜也已在空气中富氧、浓氮、天然气的分离、氢的回收等领域应用。本节只对空气分离膜作一简介。 1.气体膜分离机理, 膜法气体分离的基本原理是根据混合气体中各组分在压力的推动下透过膜的递速率不同,从而达到分离目的。对不同结构的膜,气体通过膜的传递扩散方式不同,因而分离机理也各异。目前常见气体通过膜的分离机理有两种:气体通过多孔膜的微孔扩散机理;气体通过非多孔膜的溶解―扩散机理。 (1)微孔扩散机理, 多孔介质中气体传递机理它使分子扩散、粘性流动、努森扩散及表面扩散等。由于多孔介质孔径及内孔表面性质的差异使得气体分子与多孔介质之间的相互作用程度有所不同,从而表现出不同的传递特征。 为了获得对混合气体分离的良好效果,要求混合气体通过多孔膜的传递过程应以分子流为主。因此,分离过程尽可能满足下列条件:①多孔膜的微孔孔径必须小于混合气体中各组分的平均自由程,一般要求多发孔膜的孔径在(50~300)×10-10m;②混合气体的温度应足够高,压力应尽可能低。高温、低压都可提高气体分子的平均自由程,同时还可避免表面流动和吸对现象产生。表1-4说明了在不同的操作条件下气体透过多孔膜的情况。
表1-4不同的条件下气体透过多孔膜的情况 (2)溶解-扩散机理,气体通过非多孔膜的传递过程一般用溶解-扩散机理来描述,此机理假设气体透过膜的过程由下列三步组成:①气体在膜的上游侧表面吸附溶解,是吸着过程;②吸附溶解在膜上游侧表面的气体在浓度差的推动下扩散透过膜,是扩散过程;③膜下游侧表面气体解吸,是解吸过程。 一般来说,气体在膜表面吸着和解吸过程都能较快地达到平衡,而气体在膜内的渗透扩散较慢,是气体透过膜的速率控制步骤。由此可见,溶解-扩散过程是随着深解气体的聚合浓度的不断增加,在聚合膜中气体扩散对总扩散的贡献也就越大。 膜分离技术的核心是膜,膜的性能主要取决于膜材料及成膜工艺。就目前气体膜分离技术的发展而言,膜组件及装置的研究己日趋完善,而膜的发展仍有相当大的潜力。 2. 气体膜分离的发展趋势及我国今后的发展对策, 气体膜分离是一种高效且经济性的方法,是90年代的关键分离技术之一,深受人们的重视。1994年度的欧洲膜学会杰出贡献奖被授予德国GKSS公司的Votker Nitsche博士,以表彰他在气体膜分离和环境保护方面的巨大贡献。膜技术与PSA等过程如何耦合等问题,德国、日本也在近期内相继提出了天然气处理,二氧化碳回收等问题引起了人们的兴趣和开发研究。 目前,我国的气体膜分离方面研究大多集中在中科院和一些高等院校等单位。研究内容偏重于膜材料和膜,对组件、装置及过程优化等方面的研究较少。因此,加强对于膜过程和其它过程相结合的集成工艺,实行跨学科、跨行业的合作的研究,将为促使我国的气体膜分离技术发展更为迅速 1.6.3 深冷空气分离技术 深度冷冻法分离空气是将空气液化后,再利用氧、氮的沸点不同将它们分离。即,造成气、液浓度的差异这一性质,来分离空气的一种方法。因此必须了解气、混合物的一些基本特征:气-液相平衡时浓度间的关系:液态空气蒸发和冷凝的过程及精馏塔的精馏过程。 1. 空气的汽-液相的平衡,物质的聚集状态有气态、液态、固态。每种聚集态内部,具有相同的物理性质和化学性质并完全均匀的部分,称为相。空气在塔内的分离,一般情况下,物料精馏是在汽、液两相进行的。空气中氧和氮占到99.04%,因此,可近似地把空气当作氧和氮的二元混合物。当二元混合物为液态时,叫二元溶液。 氧、氮可以任意比例混合,构成不同浓度的气体混合物及溶液。把氧、氮溶液置于一封闭容器中,在溶液上方也和纯物质一样会产生蒸汽,该蒸汽是由氧、氮蒸汽组成的气态的相混合物。对于氧氮二元溶液,当达到汽液平衡时,它的饱和温度不但和压力有关,而且和氧、氮的浓度有关。当压力为1at时,含氮为0%,2%,10%的溶液的沸点列于表1-5。从表可知,随着溶液中低沸点组分(氮)的增加,溶液的组和温度降低,这是氧-氮二元溶液的一个重要特性。 空气中含氩0.93%,其沸点又介于氧、氮之间。 表1-5溶液组成与沸点的关系
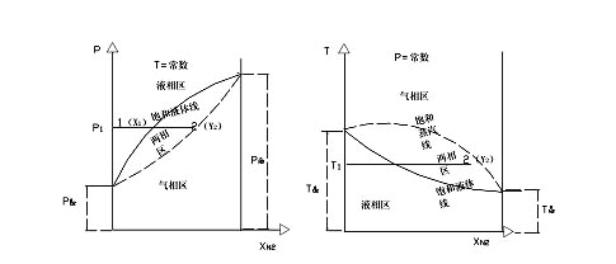
在空气分离的过程中,氩对精馏的影响较大,特别是在制取高纯氧、氮产品时,必须考虑氩的影响。 一般在较精确的计算中,又将空气看作氧-氩-氮 三元混合物,其浓度为氧20.95%,氩0.93%,氮78.09%(按容积)。 三元系的汽液平衡关系,可根据实验数据表 示在相平衡图上。确定三元系的汽液平衡状态时,必须给定三个独立参数,除给定温度、压力外,需再细定一个组分浓度(气相或液相)平衡状态才能确定。 2. 压力-浓度图和温度-浓度图 在工业生产中,气液平衡一般在某一不变条件下进行的。在温度一定时可得如图1-13所示的压力-浓度的关系图(P-X图)。
图1-13是根据T=常数,绘出的氧、氮平衡系的P-X图,纵坐标为压力,横坐标取氮的液相及气相浓度(也可取氧的浓度)。每给定一个压力就对应有一个液相及气相浓度。分别连接不同压力下的气相浓度点及液相浓度点,则可得出图中所示的饱和蒸汽线(虚线)和饱和液体线(实线)。其余相区如图所示。 在某一压力P1下,与液、汽饱和线的交点分别为点1(X1)和点2(y2),又因为PN20>PO20根据康诺瓦罗夫定律,氮组分在气相中的浓度要大于在液相中的浓度y2>x1。 一般蒸发(冷凝)过程是在等压下进行的,所以用T-X图来研究这一过程更为方便。在等压下,氧、氮的气液平衡图见图1-14。每经定一个温度,就对应有一个液相及气相浓度。把不同温度下对应的气相浓度点和液相浓度点连接起来,可得饱和蒸汽线(虚线)和饱和液体线(实线)。这两条曲线把图分为三个区域:液相区、气相区及两相区。由图1-14可知,纯组分时的沸点TN20<TO20,所以在温度一定时,氮的饱和压力大于氧的饱和压力,即PN20>PO20在某一温度T1下,根据康诺瓦罗夫定律可知,y2>x1。同时,还可以看出,当浓度为x1时溶液的沸点是T1,即不等于TO20,也不等于TN20而是介于两者之间。
图1-15不同压力下氧、氮T―x图 图1-16氧、氮混合物的y-x图
对于不同压力,可得不同的氧、氮平衡曲线(见图1-15)图中压力P3>P2>P1,压力越高,饱和液体线和饱和蒸汽线之间的距离越窄,也就是说高压下气-液间浓度差变小,而在低压下浓度差加大。在相同的液相浓度X0下,可以看出y1>y2>y3。气液相浓度差越大,表示氧气分离越容易,因此在低压下,分离空气是比较有利的,因为可以大大减少精馏塔板的数量。 3. 汽液平衡浓度图(y-x图) 在一定压力下,取二元溶液中低沸点组分(氮)的浓度xN2为横坐标,与其平衡的气相中氮浓度yN2为纵坐标,构成的图叫y-x图(见图1-16) 在y-x图中P3>P2>P1。当压力愈低时,等压线离y=x的对角钱就愈远,表示组分在汽液中相的浓度差愈大,混合物分离就愈容易。 当压力一定时,由于采用低沸点组分为坐标的,气在气相中的浓度大于液相中的浓度,所以等压线均在对角线(y=x线)以上,并为向上凸起曲线。如以高沸点组分氧为浓度坐标时则相反。 用y-x图了解气液平衡时气液相浓度的关系非常清楚和方便,所以在二元溶液精馏过程中,分析塔板上气液浓度变化时常要用到该图。 4. 焓-浓度图 在空气分离技术中,很多情况下是研究过程的热现象,因此通常采用焓-浓度图(h-x图)来进行研究就显得比较方便。 由给定的压力、温度和成分,再根据热焓的计算式,求出与给定成分相对应的饱和汽相和饱和液相的热焓值,并将所得的点1\\、2\\…和1\、2\、…连接起来,则可得饱和蒸汽线(虚线)和饱和液体线(实线)、然后再借助给定压力下的T-x图,求出在两相区的等温线(见图1-17)。 在h-x图上,当xN2=0.xN1=1时,饱和蒸汽线和饱和液体线之间的距离,分别为液氧的汽化潜热ro2和液氮的汽化潜热rN2。当压力改变时,因为各组分的饱和蒸汽和饱和液体的热焓随压力而变化,所以饱和蒸汽线和饱和液体线的位置就不同,压力越高,这两条曲线越向上移。H-x图的用途很广,除用来作精馏计算外,还可以用该图求得氧氮混合物的潜热、液体节流后的汽化率及汽液相浓度。
图1-17氧、氮h-x图 图1-18氧、氮h-x图 1.6.4 空气的精馏过程及设备 1. 空气的蒸发与冷凝过程,液空的蒸发可以得到比液体原含氮量高的气体,也可得到比液体原含氧量高的富氧液体。 液空的蒸发有两种情况:蒸发的蒸汽在整个过程中,不从容器中取出(简单蒸发)而是同原液体同时存在及相接触;蒸发的蒸汽从容器中部分地放出(部分蒸发),放出的量可以是无限小。下面分别对这两情况进行讨论。 (1)液空在密闭空间内的简单蒸发(冷凝)过程液空的简单蒸发(冷凝)是在等压下进行的,其过程 见图1-19
图1-19液空T-X图
在P=0.098MPa下,T1=78.8K的饱和液空(x1=79.1%N2),在图点1位置。当液空受热后,即产生极少量的蒸汽,并与点1的饱和液体成平衡状态,为图中点1\\位置。此时的蒸汽浓度y1\\=93.6N2,这时蒸汽中的氮浓度虽然很高,但其量接近于零。随着加热过程的进行,蒸汽量会进一步增加,这时温度达T2=79.3K。即图中点2位置,容器内的气液平衡状态分别为2\\和点2\。点2\对应的气相浓度y2\\=90.4%N2;点2\对应的液相浓度x2\=70%N2,这时液空汽化量β为: β=22\//2\2\\=x1-x2\/y2\\-x2\=79.1-70/90.4-70=44.6% 温度继续升高,当加热到图上点3位置时,T3=88K,此时所剩的液体量接近于零,汽化量接近100%,与点3相平衡的液相浓度即图上点3\位置,x3\=47%N2(53%O2)。温度升高到T4以后,液空全部汽化并成为过热气体,其浓度变成含氮量为79.1%的空气。 空气在密闭容器中等压下的简单冷凝过程,是上述蒸发过程的逆过程。冷凝过程的组分是连续变化的 随着冷凝量的增加,液体中含氧量将降低,当剩下最后一点蒸汽时,蒸汽中的含氮量达到最大,为93.6%。 前已叙述,空气在冷凝时组分是连续变化的,在等压下空气从冷凝开始到局部变成液空的过程,与纯物质冷凝不同,温度是变化的并逐渐下降。这是由于冷凝液体中低沸点组分氮不断增加的原故,两点温差值约3℃(见空气的T-S图)。 如果空气的冷凝是在等温下进行的,空气从开始冷凝到冷凝全部完成,压力且逐步升高的(见空气P-U图)。
图1-20简单蒸发气液浓度变化曲线 图1-21简单冷凝气液浓度变化曲线
总之,采用简单蒸发(冷凝)的方法是不能实现氧、氮分离的。关于气液浓度变化曲线见图1-20和图1-21 (2)空气的分部蒸发(冷凝)过程, 所谓分部蒸发,是指液空在蒸发过程中不断的将蒸发的蒸汽引出,最后可获得含氧量较高的液氧,实现空气分离。而分部冷凝是分部蒸发的逆过程。现讨论液空在等压下分部蒸发过程中,蒸发量与产品浓度的关系。 分部蒸发的过程可见图1-19。当液空中含氧量为20.9%开始蒸发,当44.6%的液空汽化后,剩余液空中含氧浓度为30%(点2如果将所蒸发的蒸汽全部引走,然后再对含氧为30%的液空进行加热汽化,在液空汽化量达86.7%时,液空中的氧浓度为64.3%,此时再把液体上方蒸发的蒸汽全部引走,重新加热汽化。这样依次下去,可获得纯度较高的液氧产品。产品浓度与蒸发的液空量关系如图1-22所示。由图可知,要获得氧浓度为95%的液体,大约要蒸发掉94.5%的液空。
图1-22氧浓度与蒸发的液空量关系 因此可以说,采用该法只能得到极少量的纯液氧产品,而不能获得纯氮产品。用这种方法分离氧、氮,能耗高,提取率低,是很不经济的。 同样采用分部冷凝的方法,不断的将冷凝过程的液体引走,则可获得纯度较高而数量很少的氮气,但不能制取纯氧。 如上所述液空的简单蒸发和部分蒸发,都无法取得满意的氧、氮产品。如果把这两个过程结合起来,在同一个设备中进行,就可获得高纯度的氧和氮产品,这就是冷凝过程。进行这一过程的设备称为冷凝器,又称冷凝蒸发器。结构如图1-23。
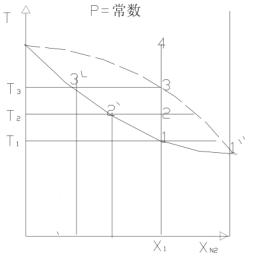
图1-23分凝器 在实际过程中,管内下流液同上升气体进行质交换时,不可能达到平衡,也就是说氮气纯度不可能达到100%其原因是接触时间不可能无限长(因为管长有限),同时气体上升速度有一定的要求,上升速度越快,氮气纯度就越低。 2. 空气的精馏过程,为了克服冷凝过程的缺点,提高产品的纯度,就必须增加气液间进行质量和热量的交换时间,这就提出了精馏的方法。所谓精馏,就是把液体混合物同时并且多次地运用部分汽化和部分冷凝的过程,使低沸点组分(氮)不断地从液相蒸发到气相中去,同时使高沸点组分(氧)不断地从气相冷凝到液相中,最后实现两种组分的分离。这一过程可按图所示的精馏过程简图来说明。
图1-24精馏过程示意图 图中有1.2.3三个容器在理想绝热条件下工作。把压力为0.1MPa的饱和空气(81.5k,y=20.9%o2)连续不断地以一定流量进入容器3,同时以一定数量的饱和氧气溶液(x=4%O2,T=77.5K)引入容器1内。饱和空气自下往上,饱和液体自上往下流动,并在容器中接触进行热质交换,使氧氮分离,有关浓度的变化列于表1-6分析这一过程具有以下特点: 表1-6容器内的浓度变化
(1)蒸汽不断上升,液体不断下流,使处于平衡的两相物在容器中分开,然后进入另一容器,与不平衡物流接触,再达到新的平衡状态。如此循环下去,气液相浓度发生变化,结果气相中氮含量逐步增加,液相中氧含量逐步提高。使氧氮混合物得到分离。 (2)下部进料的饱和空气温度最高,起加热作用。顶部进入的饱和液体温度最低,起冷却作用。气液相需连续进料,这样才能保证容器中热质交换过程连续地、稳定地进行,同时不断地获得产品。 3. 精馏塔的作用,图1-24所示过程仅仅说明了精馏过程的基本概念,实际过程还要复杂些。为了使汽、液接触后能接近平衡状态,就必须要增大汽液接触面积和增长接触时间。为此,精馏过程一般是通过专门设备,即精馏塔来实现的。精馏塔为圆柱形筒体,其中设置许多层相互平行的塔板。目前在制氧机中所用的精馏塔,主要是筛板塔,其结构如图1-25所示。 (1)使不平衡的蒸汽与液体在板上进行热质交换,并趋向平衡。 (2)使趋向平衡的蒸汽继续上升,液体继续往下流,即把趋向平衡的两相物分开,然后在相邻的塔板上再进行新的接触。此外,还应保持:精馏中无化学反应;塔板上下气、液相浓度的变化关系成直线关系;沿塔的高度,气相的热焓值以及液相的潜热,都近似相等。
1塔体 2筛板 3溢流装置 图1-25筛板塔示意图 4. 单级精馏塔和双级精馏塔,空气的精馏可以分为单级精馏塔与双级精馏塔两种。 (1)制取纯氮的单级精馏塔,制取纯氮的单级精馏塔如图1-26所示。空气以0.5~0.8MPa压力并冷却至饱和状态后,送入单级精馏塔的底部,作为精馏过程中的上升蒸汽。空气经塔板时,与温度比它低的下流液体接触,进行热质交换。为了获得精馏所需的回流液,从冷凝器中除引出一部分氮气作产品外,大部分冷凝成液氮作为回流液。冷凝蒸发器要正常工作,必须要有一定的温差,在0.57MPa压力下,浓度为99.9%的氮气冷凝温度是96.2k;而0.57MPa压力下与含氧量为20.9%的空气相平衡的液空浓度在38%O2左右,节流至0.13MPa压力时,液空中的含氧量为42.7%此时的温度是82.9k,比氮气的冷凝温度要低13.3k。这一温差完全能满足冷凝的正常工作,因此,该塔可以获得纯氮产品。
1塔体 2冷凝蒸发器 3节流阀 1塔体 2加热盘管 3节流阀 图1-26制取纯氮的单塔 图1-27制取纯氧的单塔
(2)制取纯氧的单级精馏塔, 制取纯氧的单级精馏塔如图1-27所示,空气压缩至0.5~1.2MPa压力,并予先冷却到133k后,送入下塔盘管。空气在盘管内放热而被冷却液化,同时盘管外液氧蒸发,作为塔的上升蒸汽。压缩空气冷却液化后节流至0.15MPa压力,温度约83k左右送入塔顶部。液体自上而下与自下而上的汽体在塔板上进行热质交换,只要有一定的塔板数,在塔底就可以获得99.5%的液氧,并可作为产品引出。但是,由于塔顶是以液空喷淋的,所以在塔顶不可能获得纯氮。如果入塔顶是100%的液空,即液空中含氧量为20.9%,与此相平衡的蒸汽中的氮含量为93%也就是说塔顶中获得的蒸汽含氮量的最高值为93%N2其中将有的氧随氮气排出7%实际上液空节流后,有一定的汽化率,液空中的含氧量将高于20.93%。与之平衡的蒸汽中的氮浓度也进一步降低。在不同汽化量下,液空中的氧含量及平衡气相中的含氧量列于表1-7从中可知,如果节流后的液空汽化率越大,则氧的损失越大。 表1-7液空汽液平衡值
综上所述单级精馏塔有以下特点: ①只能制取一种纯产品,对制取纯氮的单级精馏塔,副产品是富氧气体;对制取纯氧的单级精馏塔,副产品是污氮气。因此要同时制取两种高纯度产品时,单级精馏塔是不能满足的。 ②单级精馏塔,经济性较差,以制取纯氧的单级精馏塔为例,氧的提取率只有65%左右。 ③单级精馏塔结构简单,操作方便,便于自动化控制。对于只生产一种纯产品的小型空分设备,采用单塔可实现无人操作。 5. 双级精馏塔,为了同时生产高纯度的氧和氮产品,可采用双级精馏塔,其结构如图1-28。双级精流塔主要由三部分组成:
(2)上塔又叫低压塔。塔的工作压力一般为0.05~0.06MPa。以富氧液体为原料进行分离, 取得高纯度氧和氮产品。 (3)冷凝蒸发器(简称主冷凝器)。一般介于上下塔之间。上塔通过主冷凝器,从下塔取得热量,使液氧蒸发。下塔通过主冷凝器,从上塔取得冷量,使氮气冷凝。冷凝器主要有短管式,长管式,板式等几种结构。 双级精馏塔的工作过程:原料空气冷却到或接近饱和状态,以下塔的工作压力进入塔釜,空气自下而上经过每一块塔板参入精馏,在下塔顶得到高纯氮气。 氮气在主冷凝中全部被冷凝,一部分作为下塔的回流液,自上而下沿塔板下流,与气体进行热质交换,最后可在塔釜中得到含氧为35~40%的液空;另一部分经液氮节流阀降压后进入上塔顶部作为回流液。下塔顶部氮气的纯度取决于下塔板数的多少,一般为97~99.999%N2,如在0.57MPa压力下,含氮量为99.9%的氮气,其冷凝温度96.2k。上塔底冷源是0.15MPa下塔纯度为99.5%的液氧,其蒸发温度为1下 塔2冷凝蒸发器3上塔4节流阀 94.2k,所以主冷凝器是在2k温差情况下工作的。 图1-28双级精馏塔 下塔釜中的液空,经节流阀降压后送入上塔中部。节流 后液空 中的氧浓度为41%,与其平衡的气相中氧浓度可达16%高氧的提取率,在液空进料口上方需设置一部分塔板,并以下塔节流后的液氮作为回流液,使氧、氮继续精馏分离,可在上塔顶获得高纯度氮气。液空进料口以上的上塔部分,主要用于氧气分离,通常称为精馏段或浓缩段。 液空从上塔中部进料以后,沿塔板逐块下流,与上升蒸汽在塔板上进行热质交换,这样可在上塔底得到纯液氧。液氧在主冷凝器中蒸发后,一部分作为产品引出(气氧产品时);另一部分作为上塔精馏用的上升蒸汽。液空进料口以下的这部分上塔,主要起着氧氩分离的作用,通常称为提馏段或蒸馏段。 6. 精馏塔的物料及能量平衡, 在稳定工况下,单位时间内流入精馏塔内的物质数量和能量,应等于单位时间内流出的物质数量和能量,这就是物质不灭定律和能量守恒定律,也叫精馏装置的物料平衡和能量平衡关系式在精馏塔内的精馏过程应遵循这两条定律。 (1)精馏塔的物料平衡和能量平衡关系式。在整个精馏塔(图1-28)为系统来讨论。设加工空气量为VK(m3/h),纯度yk,热焓hk;氧气产量为Vo2(m3/h),纯度为yo,热焓ho;氮气产量为VCN(m3/h),纯度ycN,热焓hcN;外界导入系统的热量为qB(KJ/m3空气)。 物料平衡式 VK=VO2+VCN 组分平衡式(以物流中氧组分计) Vkyk=Vo2yo+VcNyCN 精馏塔的能量平衡,即进入精馏塔的能量,应等于离开精馏塔物流带出的能量,可得下列关系式: VKhK+VKqB=VO2hO+VCNycN (2)氧、氮产量与加工空气量及产品氧、氮纯度的关系,如果空气能实现完全分离,那么1m3的空气可以生产出0.209m3的氧气和0.791m3的氮气。也就是说生产1m3的氧气,需要4.79m3的加工空气。实际过程中,氧、氮不可能实现完全分离,所以生产每1m3的氧气,所需的加工空气量要大于上述理论值。 按物量及组分平衡关系式,可以得到氧气产量计算式 VO2=(yK-yCN/yO-yCN)VK (1-19) 为评价空分设备的精馏完善程度,通常用氧的提取率β来衡量。所谓氧的提取率,是表示氧产品中所含氧量,占整个加工空气中含氧量的比例,其数字表达式为: β= |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||
thank you!! 有没有更详细的工艺流程和操作说明!
|
|
|||
good!
|
|
|||
你好,多放点有关的文章。我谢谢你。
|
|
|||
没我要 的东西
|
[当前:1|分页数:1]记录数:4 | 1 |
|
|
| Copyright©2001版权所有_杭州汉皇网络科技有限公司 联系我们:webmaster@cngspw.com 浙ICP备10209442号-1 ICP经营许可证 浙B2-20100450 |
| 服务热线:0571-85065806 传真:0571-85065896 地址:杭州下城区高新技术产业基地电子商务园区费家塘路588号4号楼402-403室 |
| 主办单位:杭州汉皇网络科技有限公司 本网站法律顾问:汪卓君律师(浙江杭天信律师事务所) |
| cngspw.com(hangzhou_china),Ltd;Allrights Reserved 版权声明 |
execute:426.025